根据湖南工业职业技术学院项目招标“公开、公平、公正”的原则,学院机制专业课程资源库建设项目拟向社会公开招标,诚邀合格的投标人参与投标。
一、 项目名称:湖南工业职业技术学院机械制造与自动化专业课程资源库建设项目
二、对投标单位的要求
1、投标人需具有独立法人资格,能独立行使民事权利并承担民事责任的厂商或经销商。
2、报名时必须携带下列证件的原件及有效复印件(加盖公章):
(1)工商营业执照;
(2)税务登记证;
(3)法人代表证、法人代表授权委托书;
(4)组织机构代码证;
(5)独立知识产权权利人的承诺或者知识产权权利人授予的代理及售后服务证明;
(6)投标方情况简介资料;
(7)近三年来部分用户名单及销售业绩(提供合同复印件,原件备查)。
3、投标单位须有能力提供三年以上技术和售后服务,并能为我院教师及专任管理人员提供技术培训。
三、投标要求及报价
1、投标方应仔细阅读招标文件的所有内容,投标人报价时应在满足标书要求的基础上,将投标资源的名称、数量、单价、总价、供货时间、资源维护期限及售后服务等填写清楚。
2、投标时应列出资源的详细内容;所报内容与机械制造与自动化专业课程资源库采购内容表上列示的内容完全一致。
3、报价格式:总体报价。
4、招标书中资源清单中的序号,各公司投标时不得改动。
5、有意向投标的单位见公告后,于2014年 12 月 30 日下午四时前,带相关资料来学院报名,经校方招标办(办公楼2楼附楼206室)确认资格。
6、资格预审通过的投标单位于2015年 1 月 2 日下午四时前将投标文件一式三份(正本一份,副本二份,均需盖章)装袋密封,并在文件袋上注明“湖南工业职业技术学院机械制造与自动化专业课程资源库建设项目招标书”字样,封口处加盖公章。投标文件交党政办公室办公楼303室(电话:0731-82946101康老师)。逾期送达的或者未送达指定地点的投标文件,招标人不予受理。
7、项目技术咨询电话:13973171713,宁老师。
8、开标时间另行通知。
四、项目详细内容:负责机械制造与自动化专业课程资源库的网站设计、资源安装与调试、维护。
1、 机械制造与自动化专业课程资源库采购内容
(1) 机制专业课程资源库网站
|
序号 |
名称 |
规格要求 |
单位 |
数量 |
|
1 |
机制专业课程资源库网站 |
要求搭建一个专业课程资源库网站框架,能实现数据库、播放器、后台实时监控、论坛、资源上传下载。 |
个 |
1 |
(2) 机械制造与自动化专业课程资源
机械零部件手工制作与机械普通加工拟开发资源列表
|
序号 |
资源包
名称 |
资源
名称 |
知识点
描述 |
时长
(分钟) |
呈现形式 |
|
1 |
切削加工基本知识 |
切削加工
基本定义 |
切削运动和切削用量 |
2 |
通过实景微距拍摄与3D动画演示(单个动画参与的零件个数≤10)多次同位幻化切换,结合虚拟演播室技术 |
|
刀具角度参考系和刀具角度 |
5 |
|
切削层公称横截面要素和切削方式 |
2 |
|
切削加工
现象影响 |
切削变形及其主要影响因素 |
4 |
|
切削力及其主要影响因素 |
3 |
|
切削温度及其主要影响因素 |
2 |
|
刀具磨损、刀具耐用度及其主要影响因素 |
3 |
|
切削加工
基本规律 |
工件材料切削加工性的改善 |
2 |
|
刀具材料的合理选择 |
7 |
|
切削液的合理选择 |
3 |
|
合理刀具几何参数的选择 |
4 |
|
合理切削用量的选择 |
3 |
|
2 |
普通加工机床简介 |
机床简史及趋势 |
机床发展历史 |
2 |
企业媒体授权影像 |
|
机床发展趋势 |
2 |
|
机床型号
编制方法 |
机床型号编制方法 |
2 |
虚拟演播室技术 |
|
车床工艺范围 |
车床结构与分类 |
2 |
企业现场拍摄、3D动画演示(单个动画参与的零件个数≤10)、结合虚拟演播室技术 |
|
车床工艺范围 |
2 |
|
车床刀具 |
1 |
|
铣床工艺范围及刀 |
铣床结构与分类 |
2 |
|
铣床工艺范围 |
2 |
|
铣床刀具 |
1 |
|
磨床工艺范围 |
磨床结构与分类 |
2 |
|
磨床工艺范围 |
2 |
|
磨床刀具 |
1 |
|
钻床工艺范围 |
钻床结构与分类 |
2 |
|
钻床工艺范围 |
2 |
|
钻床刀具 |
1 |
|
镗床工艺范围 |
镗床结构与分类 |
2 |
|
镗床工艺范围 |
2 |
|
镗床刀具 |
1 |
|
刨、拉、插床工艺范围 |
刨床结构与分类、工艺范围与刀具 |
2 |
|
拉床结构与分类、工艺范围与刀具 |
2 |
|
插床结构与分类、工艺范围与刀具 |
1 |
|
齿轮加工机床工艺范围 |
滚齿机床结构、工艺范围与刀具 |
1 |
|
插齿机床结构、工艺范围与刀具 |
1 |
|
剃齿机床结构、工艺范围与刀具 |
1 |
|
磨齿机床结构、工艺范围与刀具 |
1 |
|
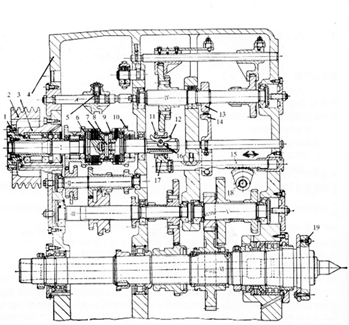
3 |
CA6140车床结构 |
CA6140
整体架构 |
CA6140整体架构拆装及传动 |
5 |
3D动画演示(单个动画参与的零件个数≈1000)传动、拆装过程(包括各种检量及拆装工具的使用),结合虚拟演播室技术 |
|
CA6140
主轴箱 |
CA6140主轴箱拆装及传动 |
5 |
|
CA6140
进给箱 |
CA6140进给箱拆装及传动 |
5 |
|
CA6140
溜板箱 |
CA6140溜板箱拆装及传动 |
5 |
|
CA6140
床身 |
CA6140床身拆装及传动 |
3 |
|
CA6140
刀架 |
CA6140刀架拆装及传动 |
2 |
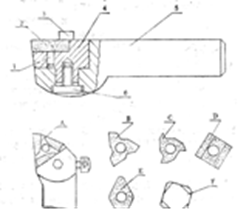
机械零部件手工制作与机械普通加工3D动画制作图示(仅列举部分内容供参考)
|
名称 |
图示 |
说明 |
|
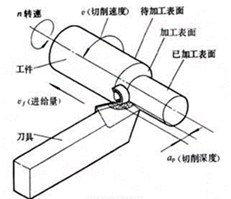
切削运动和切削用量 |
|
圆柱形棒料高速旋转的同时,刀具从一端开始切削,逐步生成已加工表面,然后呈现切削过程中的各个参数。 |
|
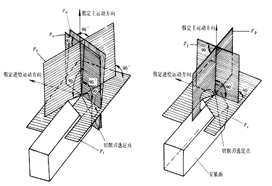
刀具角度参考系和刀具角度 |
|
刀具出现后,生成各种刀具角度参考系,并由此引出各个刀具角度。 |
|
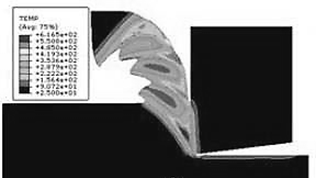
切削变形及其主要影响因素 |
|
刀具从一侧开始切削工件,切屑从刀背切除,展示基于不同金属材料而产生不同切屑的过程,并用不同色域标识切削过程中的应力及温度变化。 |
|
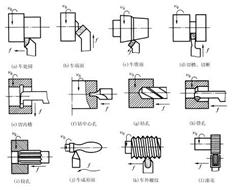
车床工艺范围 |
|
不同的车刀加工不同工艺结构的过程。 |
|
车床刀具 |
|
不同刀具的结构及其拆装过程。 |
|
CA6140主轴箱 |
|
CA6140主轴箱各个档位的传动展示,各个零件的拆装步骤,各个零件拆装方法及检量器具及拆装工具的使用。 |
机电设备故障诊断与维修拟开发资源列表
|
序号 |
资源包
名称 |
资源
名称 |
知识点
描述 |
时长
(分钟) |
呈现形式 |
|
1 |
实训台与实训 |
实训装置简介 |
机电装调实训装置操作与使用 |
15 |
三机位包括一台微距摄影现场拍摄,微距跟拍需增稳。 |
|
自动冲床机构 |
自动冲床机构的拆卸与维护 |
15 |
|
自动冲床机构的装配与调整 |
15 |
|
间歇回转工作台 |
间歇回转工作台的拆卸与维护 |
15 |
|
间歇回转工作台的装配与调整 |
15 |
|
1 |
实训台与实训 |
变速箱 |
变速箱的拆卸与维护 |
15 |
三机位包括一台微距摄影现场拍摄,微距跟拍需增稳。 |
|
变速箱的装配与调整 |
15 |
|
二维工作台 |
二维工作台的拆卸与维护 |
15 |
|
二维工作台的装配与调整 |
15 |
|
2 |
部分
理论
难点 |
损伤机理 |
磨损机理动画 |
1 |
二维动画 |
|
变形机理动画 |
1 |
|
断裂机理动画 |
1 |
|
蚀损机理动画 |
1 |
|
零件拆装 |
断头螺钉拆卸动画 |
1 |
|
轴承拆卸方法 |
1 |
|
螺纹组装配两种顺序 |
1 |
|
检测维修 |
渗透检测原理 |
1 |
|
磁粉检测原理 |
1 |
|
镶加修复方法 |
1 |
|
|
|
|
|
|
|
机床电气控制与PLC拟开发资源列表
|
序号 |
资源包
名称 |
资源
名称 |
知识点
描述 |
时长
(分钟) |
呈现形式 |
|
1 |
常用
元器件演示 |
常用低压电气演示 |
开关电器(刀开关、转换开关等)结构与原理 |
10 |
实景微距拍摄与3D动画演示(单个动画参与的零件个数≤50)多次同位幻化切换,结合虚拟演播室技术 |
|
熔断器结构与原理 |
10 |
|
接触器结构与原理 |
10 |
|
继电器(电磁式继电器、时间继电器、热继电器、速度继电器)结构与原理 |
15 |
|
常用电动机演示 |
直流电动机结构与原理 |
10 |
|
异步电动机结构与原理 |
10 |
|
步进电动机结构与原理 |
12 |
|
伺服电动机结构与原理 |
12 |
|
2 |
常见
电路 |
常见基本电路演示 |
单向点动、连续运行控制线路 |
5 |
2维动画同步现场三机位拍摄,必须包含一台微距拍摄,微距跟拍需增稳。 |
|
正反转控制线路 |
5 |
|
多地控制线路 |
5 |
|
顺序控制线路 |
5 |
|
自动循环控制线路定子绕组串电阻降压启动控制线路 |
5 |
|
星形三角形降压启动控制线路 |
5 |
|
自耦变压器降压启动控制线路 |
5 |
|
制动控制线路 |
5 |
|
常见机床电路演示 |
车床控制线路 |
5 |
|
平面磨床控制线路 |
5 |
|
万能铣床控制线路 |
5 |
|
摇臂钻床控制线路。 |
5 |
|
3 |
PLC简介 |
硬件部分 |
概念、分类、应用和发展 |
3 |
2维动画同步现场拍摄,结合虚拟演播室技术 |
|
基本结构和工作原理 |
8 |
|
常见产品 |
3 |
|
型号命名规则。 |
2 |
|
程序部分 |
编程语言中的指令格式及常见指令 |
15 |
|
4 |
PLC应用 |
一般步骤 |
选型与硬件配置 |
3 |
|
程序设计 |
5 |
|
系统常见设计。 |
5 |
|
典型案例 |
车床电气控制线路的检修 |
10 |
|
万能铣床控制线路的检修 |
10 |
|
平面磨床控制线路的检修 |
10 |
|
卧式镗床控制线路的检修 |
10 |
|
摇臂钻床控制线路的检修 |
10 |
|
PLC改造三相异步电动机自动控制 |
10 |
|
Y-△降压启动控制线路的安装和调试 |
10 |
|
基于PLC的C6140普通车床电气控制 |
15 |
机械制图拟开发资源列表
|
序号 |
资源包
名称 |
资源
名称 |
知识点
描述 |
时长
(分钟) |
呈现形式 |
|
1 |
测绘 |
测绘件
演示 |
齿轮油泵工作原理仿真动画 |
3 |
3维动画演示(单个动画参与的零件个数≤50)结合虚拟演播室技术 |
|
机用虎钳工作原理仿真动画 |
3 |
|
一级圆柱齿轮减速器工作原理仿真动画 |
3 |
|
测绘步骤 |
齿轮油泵测绘过程 |
5 |
三机位包括一台微距摄影现场拍摄,微距跟拍需增稳。 |
|
机用虎钳测绘过程 |
5 |
|
一级圆柱齿轮减速器测绘过程 |
5 |
|
2 |
剖视图 |
测绘切方法演示 |
全剖 |
2 |
3维动画演示(单个动画参与的零件个数≤10)结合虚拟演播室技术 |
|
半剖 |
2 |
|
局部剖 |
2 |
|
平行剖 |
2 |
|
相交剖 |
2 |
|
绘图步骤 |
剖视图绘图步骤 |
4 |
2维动画同步现场拍摄,结合虚拟演播室技术 |
以上所有列表中的内容,要求有完整剧本、分镜头,审核通过方可开始制作;要求剧情精炼、生动,场景精致、风格统一;要求全程字幕,视频1080P30,保存FlV或MP4格式。画面应无抖跳、变色,配音标准、清晰、宏亮。
2、其他要求:
(1)以上所有列表中的内容,湖南工业职业技术学院拥有最终解释权。
(2)湖南工业职业技术学院拥有拟建设全部课程资源制作过程中和制作完成后的完整产权。中标方必须与湖南工业职业技术学院签署保密协议。
五、开标及评标
1、开标
开标前招标办工作人员查验投标文件密封情况,确认密封完好后,评标委员会拆封评标。
2、评标
评标委员会将严格按照招标文件的要求,从资源的质量、报价、供货时间、公司信誉、服务承诺等方面进行综合评定,确定中标单位,未中标者,不作落标原因的解释,标书不退回。
六、付款方式
1、付款单位:湖南工业职业技术学院
2、付款条件:交货验收合格后凭用户的验收证明单及卖方出具的相关票据15个工作日内支付至合同总金额80%,满一年后若资源使用情况稳定、使用部门满意,则7个工作日内无息付清余款。
七、售后服务要求
本项目自验收合格之日起3年内,乙方(中标方)负责免费根据甲方发现的资源中的错误或其它不合适的地方修改、调整;乙方接到甲方(招标方)维修电话48小时内需到达甲方现场进行处理。
湖南工业职业技术学院
2014年12月16日





